LEAN manufacturing, a methodology for applying continuous improvement principles, is perhaps the single biggest profit driving initiative that a typical manufacturing organization can undertake.
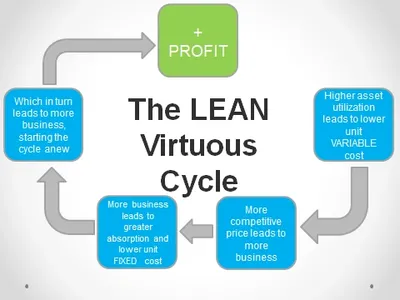
Most companies possess significant latent manufacturing capacity, the unleashing of which results in a “LEAN Virtuous Cycle” of lower operating costs, leading to more business, which in turn leads to lower operating costs. This, combined with a relentless application of LEAN and Six Sigma tools to drive out the “7 Wastes”, can launch profits to previously unattained levels.
At the end of World War II, US & British de-briefers surveyed German military and industrial leaders, in order to assess the effectiveness of the Allied strategic bombing campaign. What they learned surprised some, but not all.
It turned out that while effective, the bombing campaign could have been much more so, had the Allies concentrated their effort on a smaller set of critical supply nodes, most particularly the liquid fuels and ball bearings industries. The German leaders were of the belief that depriving their war machine of ball bearings and gasoline/diesel would likely have shortened the war by 2-4 months.
What Does This Have To Do With LEAN Manufacturing?
In many ways, an economy is just a factory writ large, a collection of interrelated flows and processes, all subject to the Law of Constraints, which states that at any given time, a process is limited by a very small number of bottlenecks (usually one). This means that if the bottleneck operation stops, or slows down, the entire operation stops or slows down.
Conversely, figuring out how to speed up a bottleneck operation or make it more reliable, accelerates the entire operation, or makes it more reliable. For this reason, bottlenecks represent points of leverage, through which the impact of any LEAN activity is orders of magnitude more effective than it would have been, applied elsewhere.
Identifying and understanding those bottlenecks (bottleneck analysis), and then managing bottleneck-focused improvement activities is one of the keys to achieving rapid high impact productivity gains.
As a rule, upwards of 50% of throughput improvement activities should hone in on the identified bottlenecks, but there are exceptions. Some of them are:
- Scrap, rework & other defects: Defective output, tends to be an expensive loss no matter where in the process it is generated.
- Very labor or energy intensive steps: Because of the high cost to run these steps, downtime, and speed losses tend to be very expensive, even when they don’t constrain overall throughput
- Non-bottleneck operations with problems sufficiently serious to stop or slow down the bottleneck operation.
- Habits & Culture: Bad habits propagate themselves throughout an enterprise, so selectively applying certain LEAN principles across an entire enterprise, can beneficially affect the “mini” cultures within bottleneck operations.
- At some point, the full spectrum of LEAN principles needs to be applied across the entire enterprise, but the general bias should be to sequentially prioritize efforts against bottleneck operations, working one after another.
Bottleneck centered improvement activities should focus on 1) optimizing line speed and maintaining that speed, 2) ensuring uptime (availability), all while 3) minimizing defects. Robust & accurate data collection & analysis, plus analytic problem solving, are essential tools for driving progress in these three focus areas.
Line speed optimization is an often-overlooked tool in the LEAN/CI arsenal. Simply put, the optimum line speed is the fastest speed at which the bottleneck operation can be run SAFELY, reliably, hygienically (ensuring microbial sterilization in food manufacturing), and without elevated scrap and rework levels.
It is at this speed that output and profit will be maximized. The author’s experience is that line speed optimization is “low hanging fruit”, as speeds are almost never optimized, resulting in a typical factory forfeiting 3% – 10% throughput, and the associated profits. Why leave such easy money “on the table”?
Well-organized line speed trials, which track outputs (reliability, microbiological lethality, production volume, scrap, rework etc.) against line speed changes (inputs), are the keys to systematically establishing an optimized line speed. Do NOT assume that the optimal line speed is faster than current line speed, because running too fast generally results in excessive downtime, scrap and rework. For this reason, line speed trials must also test slower speeds, especially if the operation suffers from significant downtime and high levels or scrap and rework.
Once line speed has been optimized, a strong organizational infrastructure, and shop floor discipline must be leveraged to maintain that speed, and to address all obstacles in the way of doing so. Optimized line speed must become the baseline against which performance (throughput, OEE, defects etc.) is measured, and against which goals have been set. Without such a structure in place, the natural tendency is to gradually de-rate lines over time.
Baseline/optimized speeds should be periodically reviewed to ensure against informal de-rating, and to account for changes in line configuration. These reviews should also be structured with an eye towards BREAKING bottlenecks (speeding them up), and multi-year de-bottlenecking plans should be launched.
While line speeds are being optimized, robust data collection and analysis, in combination with management processes and procedures, are used to address stoppages, slowdowns and defects on hourly, shiftly, daily, weekly, monthly, quarterly and annual bases. Trend analysis and rigorous analytical problem solving are essential tools for identifying & rectifying the root causes of stoppages, slowdowns and defects.
Sometimes de-bottlenecking is as simple as speeding up an ingredient pump, adding a single person to a manual operation, or overhauling a poorly maintained machine. Other times capital investments are required, and standard ROI analyses should be conducted before committing money. The key is to craft, and update, a multi-year de-bottlenecking plan.
ANCONATEK Inc. Can Help You Meet Your Manufacturing Productivity Goals
To learn more about how ANCONATEK Inc. can better assist your manufacturing productivity needs click here for our full contact information, or call us today at 630-881-0331. Then we can discuss how to improve your manufacturing, productivity and organizational performance, to better engage in today’s highly competitive manufacturing environment.
30 Comments
RobertfissE December 31, 2021 at 5:04 pm
Many thanks for an explanation, now I will not commit such error.
gay0day
anconatek.com February 2, 2022 at 3:16 pm
Thanks for the input! I’d be happy to share notes with you, or assist you or your company with its manufacturing productivity needs. Sincerely,
Bruno Padovani +1 630-881-0331
Andrewmip January 4, 2022 at 9:36 am
Now all became clear, many thanks for an explanation.
anconatek.com February 2, 2022 at 3:15 pm
Thanks for the input! I’d be happy to share notes with you, or assist you or your company with its manufacturing productivity needs. Sincerely,
Bruno Padovani +1 630-881-0331
Michaelimmum January 4, 2022 at 11:05 pm
I congratulate, a brilliant idea and it is duly
thetranny
anconatek.com February 2, 2022 at 3:14 pm
Thanks! I’d be happy to share notes with you, or assist you or your company with its manufacturing productivity needs. Sincerely,
Bruno Padovani +1 630-881-0331
AnthonypeEve January 6, 2022 at 8:09 pm
Completely I share your opinion. It is excellent idea. It is ready to support you.
anconatek.com February 2, 2022 at 3:14 pm
Thanks! I’d be happy to share notes with you, or assist you or your company with its manufacturing productivity needs. Sincerely,
Bruno Padovani +1 630-881-0331
anconatek.com February 2, 2022 at 3:15 pm
Thanks! I’d be happy to share notes with you, or assist you or your company with its manufacturing productivity needs. Sincerely,
Bruno Padovani +1 630-881-0331
Scott Grzesiak February 14, 2022 at 6:19 pm
Good point that increasing line speed doesn’t guarantee maximum throughput or profit. Your recommendation to run line trials above and below the current line speed to find the optimal point is spot on.
anconatek.com February 14, 2022 at 8:56 pm
Thanks for the input! I’d be happy to share notes with you, or assist you or your company with its manufacturing productivity needs. Sincerely,
Bruno Padovani +1 630-881-0331
Sydney Sutherland February 15, 2022 at 8:03 am
Great read. Thank you!
anconatek.com February 15, 2022 at 4:50 pm
Thanks for the input! I’d be happy to share notes with you, or assist you or your company with its manufacturing productivity needs. Sincerely,
Bruno Padovani +1 630-881-0331
Jordi Quintana February 15, 2022 at 4:04 pm
Many thanks for this article!
Totally agree with it, and find very interesting also not to forget about the “exceptions” part. In my opinion, Safety would be the top priority. Another aspect would be also high energy consumption processes, specially when prices of energy rocket.
anconatek.com February 15, 2022 at 4:45 pm
Thanks for commenting & good points.
Mean Gene March 10, 2022 at 9:52 pm
Well put! Good quick read. Thanks for the reminder that sometimes slower is faster.
anconatek.com March 10, 2022 at 11:56 pm
Thanks for the input, Gene! I’d be happy to share notes with you, or assist you or your company with its manufacturing productivity needs. Sincerely,
Bruno Padovani +1 630-881-0331
קמגרה March 23, 2022 at 12:03 pm
Everything is very open with a precise clarification of the challenges. It was really informative. Your website is useful. Thanks for sharing!
anconatek.com March 24, 2022 at 2:03 pm
Thanks for the input! I’d be happy to share notes with you, or assist you or your company with its manufacturing productivity needs. Sincerely,
Bruno Padovani +1 630-881-0331
anconatek.com May 16, 2022 at 4:45 pm
Thanks for the input, sir! I’d be happy to share notes with you, or assist you or your company with its manufacturing productivity needs. Sincerely,
Bruno Padovani +1 630-881-0331
kamagra2022it.onlc.fr July 23, 2022 at 6:41 am
What’s Taking place i’m new to this, I stumbled upon this
I’ve found It positively useful and it has aided me oout loads.
I’m hoping to give a contribution & assist different users like
its helped me. Great job.
My blog kamagra2022it.onlc.fr
anconatek.com July 29, 2022 at 9:18 pm
Thanks for the input, sir! I’d be happy to share notes with you, or assist you or your company with its manufacturing productivity needs. Sincerely,
Bruno Padovani +1 630-881-0331
scholasticabd July 31, 2022 at 6:05 pm
Very nice article, totally what I needed.
anconatek.com August 13, 2022 at 4:23 pm
Thank you for your comment, sir. I’d be happy to share notes with you, or assist you with your company’s manufacturing productivity needs. Sincerely,
Bruno Padovani Cell: +1 630-881-0331
tgscanrobot.quest August 13, 2022 at 1:54 am
Its like yyou read my mind! You appear to know so much about this,
like you wrote the book in it or something. I think that
you could do wijth some pics to drive the meswsage home a
bit, but instead oof that, this is excellemt
blog. A fantastic read. I’ll definitely be back.
my homepage tgscanrobot.quest
anconatek.com August 13, 2022 at 4:23 pm
Thank you for your comment, sir. I’d be happy to share notes with you, or assist you with your company’s manufacturing productivity needs. Sincerely,
Bruno Padovani Cell: +1 630-881-0331
Mark September 5, 2022 at 8:16 pm
Thanks for your blog, nice to read. Do not stop.
anconatek.com October 17, 2022 at 4:51 pm
Thanks for the kind words, Mark. If you or your company is looking to implement a manufacturing turn-around, please keep ANCONATEK in mind. Sincerely,
Bruno Padovani. President
anconatek.com October 17, 2022 at 4:44 pm
Hi. Thanks for your kind comments about my blog. Yes, I would be interested in exchanging links, or guest authoring a blog or article.
ivistroy.ru July 17, 2023 at 2:29 am
We stumbled over here coming from a different page and thought I might as well check things out. I like what I see so now i’m following you. Look forward to looking over your web page again.